Métallurgie des poudres

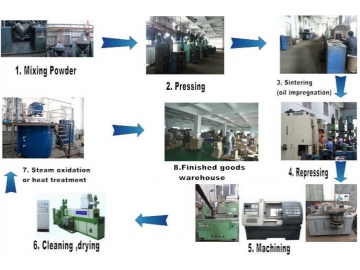









Nous mélangeons la poudre métallique et le lubrifiant jusqu’à obtenir une mixture uniforme. Cette mixture est mise dans un moule et compactée sous pression suivi du processus de compaction de frittage. Des traitements de surface sont appliqués sur les pièces détachées si nécessaire. Le processus technologique spécifique est le suivant:
Fabrication de mouleJDSK accepte les dessins CAD, pro-e, Solid Works et AutoCAD. Notre équipe va étudier et analyser les dessins avant d’évaluer les exigences du produit pour réaliser la conception du moule et la production. Afin d’augmenter la résistance à l’abrasion, prolonger la durée de vie du moule et améliorer la qualité de la pièce à usiner, nous adoptons des matériaux de haute qualité tels que l’acier en carbure de tungstène.
Mélange de la poudre de matériaux brutsNous mélangeons des composants de base en poudre métallique avec différents éléments alliés de proportion déterminée et nous ajoutons un lubrifiant solide organique ou un additif spécial de manière à former une billette de poudre uniforme. Pour garantir les propriétés mécaniques, physiques ou chimiques des matériaux, nous utilisons des ingrédients adéquats et assurons un contrôle strict. Si le client présente des exigences additionnelles spéciales pour la pièce à usiner, nous achetons directement la matière première de poudre avec des propriétés spéciales pour le traitement, ce qui garantit que les performances de la pièce à usiner répondent aux différentes exigences.
Moulage par compression du compactLe but du moulage est de réaliser le produit compacté en respectant la forme et la taille déterminée ainsi que la densité et la dureté recherchée. Les produits en poudre métallique JDSK ont été fabriqués par remplissage de mixture de poudre dans un moule par processus de gravité sous pression de 200MPa à 1500MPa. La pièce de travail est formée par moulage en une seule étape.
Frittage du compactLe frittage est un procédé principal dans la métallurgie des poudres. Le compact moulé est ensuite fritté pour assurer les propriétés physiques et mécaniques recherchées. Le compact est principalement composé de un ou deux composants frittés en phase solide. Le produit est fritté par ajustement du gaz chimique et de la vitesse d’exploitation du tour, selon la performance des différents produits. Le frittage est généralement effectué sous des températures comprises entre 750 ℃ et 1300℃, selon la nature de la pièce à usiner et les propriétés requises.
Traitement subséquent des produits en métal pulvérulentPrès frittage, les traitements ultérieurs pouvant être appliqués sont le dimensionnement subséquent, l’imprégnation des pores, l’usinage, le traitement thermique, la galvanoplastie, etc.
Dimensionnement
Les produits frittés présentent des tailles et formes différentes, ce qui ne correspond pas forcement aux exigences des dessins. Pour corriger la taille et la déformation, il est nécessaire de remettre le produit fritté dans le moule pour le façonnage, afin d’obtenir les tailles et formes spécifiques. Les pièces en métal pulvérulent finies seront plus régulières, les tolérances dimensionnelles seront meilleures et la surface finie sera améliorée.
- Imprégnation: Remplissage des pores des pièces en métal pulvérulent avec des produits chimiques.
- Immersion en huile: Le bain d’huile dans les pores joue un rôle de lubrification pour les paliers, fournissant une autolubrification parfaite pour le produit.
- Imprégnation de plastique ou imprégnation de résine: Fournit des conditions d’étanchéité pour la pièce à usiner. Avant le revêtement et la galvanoplastie, la pièce à usiner est imperméable grâce à cette méthode.
- Imprégnation de cuivre: Ce processus est aussi connu comme infiltration de cuivre. La plaque en cuivre est pressée contre les composants du produit, le cuivre fond pendant le processus de frittage et pénètre dans les pores du produit. L’infiltration de cuivre permet d’améliorer la résistance mécanique et la ténacité de l’acier fritté faiblement allié.
Usinage
Suite aux limitations des traitements de formage de la poudre, certaines formes comme les filetages, les rainures radiales et les trous transversaux sont difficiles à compacter. L’usinage est un procédé capable de traiter ces pièces complexes. Certaines pièces ont des exigences de haute précision, il est difficile de pouvoir répondre aux exigences de forme et taille avec la méthode de finition sans processus d’usinage. Notre société peut facilement répondre aux exigences des clients à travers l’usinage, le fraisage, le perçage, le filetage, la rectification, le meulage, l’affûtage, l’alésage et à travers d’autres procédés.
Ebavurage
Certaines bavures des produits en métal pulvérulent peuvent apparaitre pendant le processus de compactage et d’usinage. L’ébavurage est un traitement de surface principal adopté par notre société. En plus de l’ébavurage par pinceau, spatule, racleur, etc., nous adoptons aussi la finition de surface et le grenaillage pour l’élimination des bavures pour garantir une belle finition des produits.
Nettoyage
Le nettoyage permet de réduire et d’éliminer les contaminants solides ou liquides se trouvant dans la pièce à usiner.
Traitement à la vapeur
Le traitement à la vapeur peut former un revêtement de magnétite à la surface et dans les pores du produit, ce qui augmente la résistance en compression des composants. Il joue un rôle d’étanchéité et améliore la résistance à la corrosion.
Traitement thermique
Le traitement thermique est un cycle thermique qui change les propriétés des matériaux, améliore la dureté et la résistance des composants. Plusieurs modes de traitement thermiques: trempe, cémentation, etc.
Revêtement/Galvanoplastie
Le revêtement peut améliorer la résistance à l’usure et à la corrosion. Les composants frittés peuvent être traités avec des revêtements conventionnels tels que la galvanisation, le placage au chrome, le placage au nickel, le phosphatage et d’autres revêtements spéciaux.








")

 Machine à souder bout à bout / Machine de soudage bout à bout / Machine à souder par rapprochement
steelwheelmachines.fr
Machine à souder bout à bout / Machine de soudage bout à bout / Machine à souder par rapprochement
steelwheelmachines.fr
 Coude de décharge / Raccords pour Camion-Citerne / Raccordement pour couplage avec camion-citerne
tankerparts-fr.com
Coude de décharge / Raccords pour Camion-Citerne / Raccordement pour couplage avec camion-citerne
tankerparts-fr.com








